Home » Products » Conveyor Systems » SBI Slider Bed Floor-to-Floor Incline Belt Conveyor
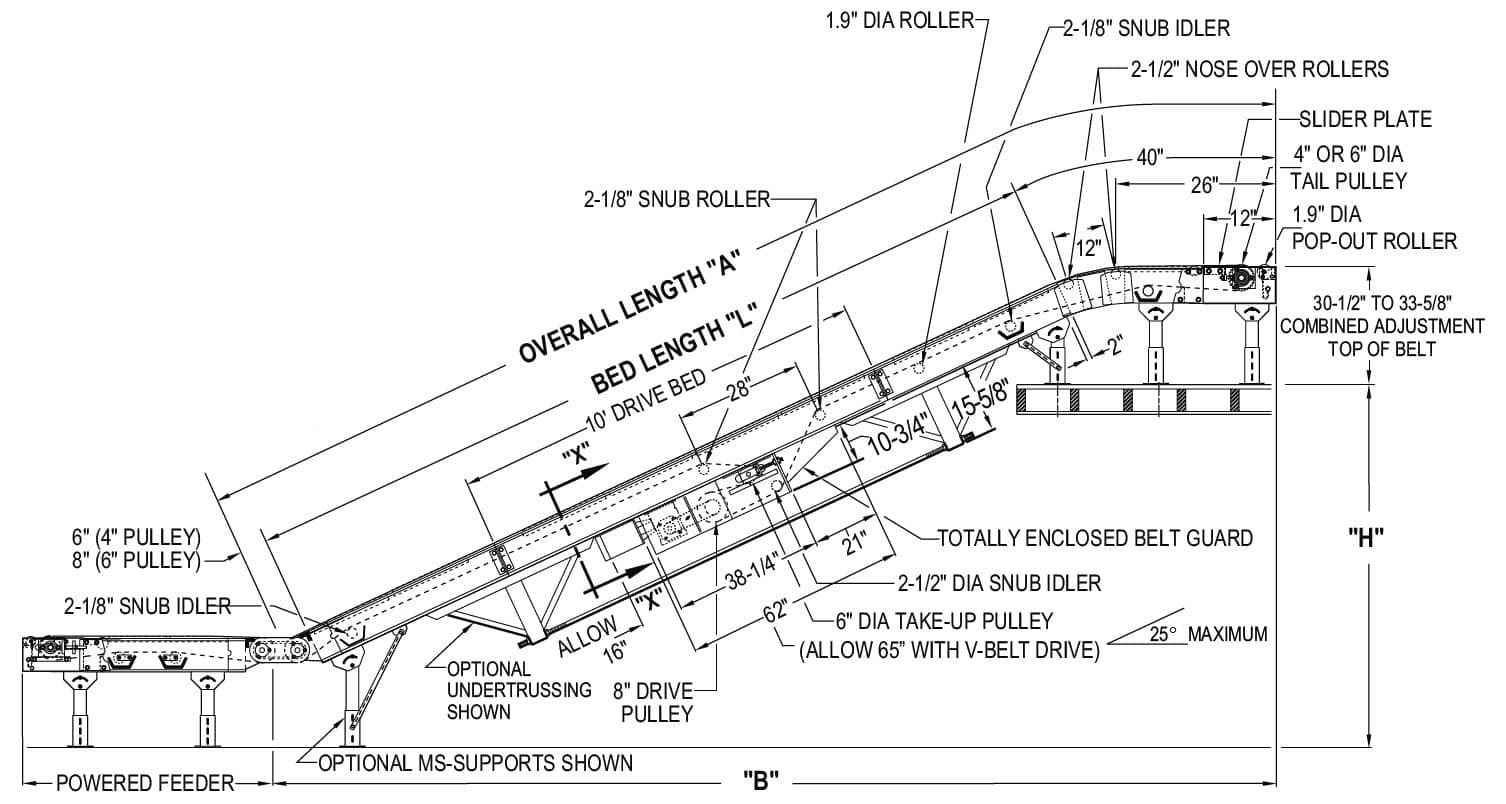
Our Model SBI floor-to-floor conveyors are great for moving product between floors. They are equipped with adjustable double nose-overs to ensure a smooth transition from the inclined plane to the horizontal plane at discharge. Inclines are easily adjustable up to 30°. These conveyors are occasionally used as boosters in gravity fed conveyor systems.
Black Trackmate 120 Roughtop with PVC cover, clipper lacing.
8″ diameter with 1-7/16″ diameter shaft at bearings, machine crowned and fully lagged
4″ diameter with 1″ diameter shaft at bearings or 6″ diameter with 1-3/16″ diameter shaft at bearings, machine crowned.
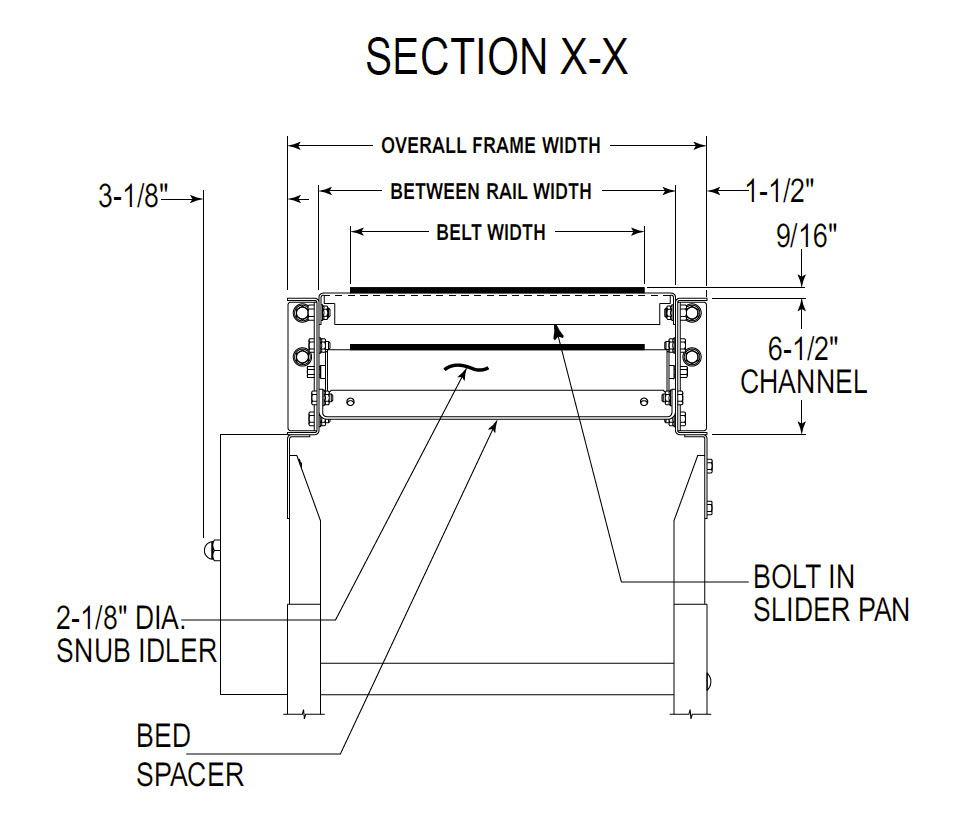
12 ga. galvanized slider pan mounted in 6-1/2″ x 12 ga. powder-painted formed-steel channel frame. Standard 4′, 6′, 8′, and 10′ sections bolt together with splice plates.
Located on the incline section. The chain guard is located on the left-hand side.
Take-up in center drive provides 16″ of belt take-up.
Sealed, pre-lubricated, self-aligning ball bearings on drive and tail pulleys
Adjustable 2-1/8″ diameter roller, pre-lubricated ball bearings
Adjustable 1.9″ diameter rollers, pre-lubricated ball bearings
65 FPM constant, standard
1HP – 207/230/460/575V, 3PH, 60Hz Totally enclosed C-Face “SSB” Brake Motor (6 ft. / lb.)
Sealed worm gear C-Face speed reducer.
No. 50 roller chain to drive pulley
Optional
Prevent pinch points that exist when belt conveyors are permanently attached to other conveyors! Use connector brackets with safety pop-out roller (other stationary equipment will require proper guarding and safety devices supplied by others).